河北產品(正創)焊接平板的制作技術大綱
2017年04月28日
新聞詳情
焊接平板又稱焊接平臺(鑄鐵工作臺)。用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物,T型槽主要是用來固定焊接件。當然,焊接平板也有用平面的,即無孔無槽。
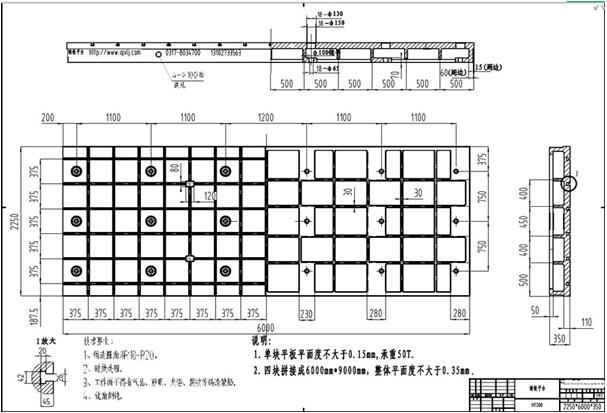
泊頭(tou)正創(chuang)機械可以根據用戶要求設計與加工T型槽,簡單的(de)分析(xi)一下(xia)焊(han)接(jie)平板內部(bu)構造(zao)示意(yi)圖如(ru)下(xia):
產品名稱(cheng):焊接平板(鑄鐵工(gong)作臺)
一、焊接平板/鑄鐵工(gong)作臺質量標準:執行(xing)/T7974-2008
二、灰鑄鐵分類(lei)標(biao)準:執(zhi)行GB9439-88
三、機(ji)加未注明公(gong)差尺寸標準:執行GB1804-1979
四、焊接平板鑄造(zao)生產(chan)方案(an):1、根據雙(shuang)方確認好的圖紙制作模(mo)型(消(xiao)失模(mo))。同時鑄造(zao)準備(bei)原(yuan)(yuan)材(cai)(cai)料,并對進(jin)廠原(yuan)(yuan)材(cai)(cai)料進(jin)行(xing)化驗(yan)分(fen)析,符合HT250材(cai)(cai)質(zhi)要(yao)求。
2、模(mo)型(xing)進行樹脂砂造(zao)(zao)型(xing),造(zao)(zao)型(xing)完畢開始涂刷(shua)涂料。
3、鑄型裝配(pei),準備(bei)好(hao)沙箱等鑄造設備(bei)開始等待(dai)孕育好(hao)的鐵水進行澆(jiao)注。
4、鐵水澆注入砂型中,開(kai)始燜火(huo),隨之進(jin)行(xing)開(kai)箱(xiang)落砂。
5、鑄(zhu)造毛坯(pi)開(kai)始清砂,完畢(bi)后(hou)檢驗毛坯(pi)尺寸(cun)、機械(xie)性(xing)能等。
6、一次(ci)回(hui)火后,溫度530℃,恒溫2-3小時(shi),48小時(shi)以(yi)上(shang),爐溫降至200℃一下,出爐自然冷卻(que),載(zai)入(ru)下一道工序(xu)。
五、焊接平(ping)板/鑄鐵(tie)工作臺機加(jia)工方案:1、焊接平(ping)板毛坯(pi)回火后完(wan)畢運送機加(jia)工處理,使用龍門刨(bao)床按照圖紙進(jin)行粗加(jia)工,預留出平(ping)板的變(bian)形(xing)量及刮研(yan)余量。
2、初加工完畢(bi)后,轉入回(hui)火窯,進行平臺的二次回(hui)火處(chu)理。
3、二次回火(huo)完畢后(hou),平板轉入龍門銑床進行加(jia)工(gong),首先加(jia)工(gong)四周部(bu)分(fen)(fen),其次加(jia)工(gong)T型槽部(bu)分(fen)(fen)并檢驗。
4、T型槽(cao)加工完(wan)畢后轉入80搖(yao)臂鉆床(chuang)進行孔加工并檢驗。
5、平臺側面部位人工劃線進行打孔加工并檢驗。
6、轉入刮(gua)研車間,進行人(ren)工(gong)刮(gua)研。
7、刮(gua)研完畢后,使(shi)用(yong)合像水平儀初次(ci)檢驗(yan)無誤后使(shi)用(yong)光學儀進行二次(ci)檢驗(yan)平板度。
8、噴漆包(bao)裝入庫(ku)。
焊接平板泊(bo)頭正創機械(xie)常年生產,設(she)計,定(ding)做低價銷售。





